
Việc nắm vững cách sử dụng máy chấn tôn không chỉ giúp nâng cao năng suất lao động mà còn đảm bảo an toàn cho người vận hành, đồng thời kéo dài tuổi thọ của thiết bị. Nếu bạn đang tìm kiếm hướng dẫn chi tiết về cách sử dụng máy chấn tôn, Trước tiên, chúng ta hãy cùng khám phá tổng quan về cấu tạo và nguyên lý hoạt động của máy chấn tôn.
Bài viết được thiết kế để dễ hiểu, với ngôn từ kỹ thuật chuyên sâu nhưng dễ tiếp cận, phù hợp cho cả người mới bắt đầu và kỹ thuật viên có kinh nghiệm. Hãy cùng khám phá từng bước để áp dụng cách sử dụng máy chấn tôn một cách hiệu quả.

Cách sử dụng máy chấn tôn DMTec
1. Giới Thiệu Tổng Quan Về Máy Chấn Tôn
1.1. Máy Chấn Tôn Là Gì?
Máy chấn tôn là một thiết bị cơ khí chuyên dụng sử dụng lực ép từ hệ thống thủy lực, cơ khí hoặc điều khiển số (CNC) để uốn cong tấm kim loại theo góc độ định sẵn. Khi áp dụng đúng cách sử dụng máy chấn tôn, người vận hành có thể sản xuất ra các sản phẩm có độ chính xác cao lên đến ±0.1 độ, với mép chấn mịn màng, góc gấp đồng đều và không bị biến dạng. Thiết bị này thường được ứng dụng trong sản xuất cơ khí, chế tạo tủ điện, khung sườn xe, vỏ máy móc và các linh kiện công nghiệp đòi hỏi tiêu chuẩn kỹ thuật nghiêm ngặt.
1.2. Vai Trò Của Máy Chấn Tôn Trong Sản Xuất Cơ Khí
Hiểu rõ cách sử dụng máy chấn tôn mang lại nhiều lợi ích thiết thực cho doanh nghiệp, bao gồm:
- Gia công nhanh chóng và chính xác: Xử lý các chi tiết từ tôn mỏng (0.5-2mm) đến tôn dày (trên 10mm), với tốc độ chấn lên đến 10-20 lần/phút tùy loại máy.
- Giảm thiểu sai số và lãng phí: Kiểm soát góc chấn chính xác giúp tiết kiệm vật liệu lên đến 15-20%, tránh lỗi mép cong hoặc nứt gãy.
- Tăng năng suất và thẩm mỹ sản phẩm: Đảm bảo bề mặt sản phẩm bóng mịn, không vết xước, phù hợp cho các ngành yêu cầu cao về hình thức như nội thất kim loại hoặc thiết bị y tế.
- Tích hợp vào dây chuyền sản xuất: Kết hợp với máy cắt laser, máy dập CNC để tạo hệ thống tự động hóa, nâng cao hiệu quả tổng thể lên gấp 2-3 lần.

Máy chấn tôn DMTec tốt nhất hiện nay
1.3. Các Loại Máy Chấn Tôn Phổ Biến
Hiện nay, thị trường cung cấp đa dạng loại máy chấn tôn, và việc chọn đúng loại sẽ ảnh hưởng trực tiếp đến cách sử dụng máy chấn tôn. Dưới đây là ba dòng chính:
- Máy chấn tôn cơ khí: Cấu tạo đơn giản với hệ thống truyền động cơ học, giá thành thấp (khoảng 200-500 triệu VND), phù hợp cho xưởng nhỏ với nhu cầu chấn tôn mỏng dưới 3mm. Ưu điểm: Dễ bảo trì, nhưng hạn chế ở độ chính xác thấp (khoảng ±1 độ).
- Máy chấn tôn thủy lực: Sử dụng xi-lanh thủy lực để tạo lực ép mạnh mẽ (lên đến 300 tấn), lý tưởng cho tôn dày 5-20mm. Ưu điểm: Lực ổn định, dễ điều chỉnh, nhưng cần bảo dưỡng định kỳ để tránh rò rỉ dầu.
- Máy chấn tôn CNC: Tích hợp hệ thống điều khiển số hóa, tự động lập trình góc chấn với độ chính xác ±0.05 độ. Phù hợp cho nhà máy lớn, giá cao (từ 1-5 tỷ VND), nhưng tiết kiệm thời gian vận hành lên đến 50% nhờ phần mềm CAD/CAM.

Cấu tạo của máy chấn tôn CNC
2. Cấu Tạo Và Nguyên Lý Hoạt Động Của Máy Chấn Tôn
2.1. Cấu Tạo Chính
Để áp dụng đúng cách sử dụng máy chấn tôn, bạn cần nắm vững các bộ phận cốt lõi sau:
- Thân máy (Frame): Làm từ thép đúc cao cấp, chịu lực lên đến 500 tấn, đảm bảo độ cứng vững và giảm rung động trong quá trình vận hành.
- Trục chấn (Ram): Bộ phận di chuyển tuyến tính lên-xuống với hành trình 100-300mm, được dẫn hướng bởi ray trượt chính xác.
- Bàn đỡ (Die Table): Nền tảng cố định khuôn dưới, thường có kích thước 2-6m, hỗ trợ đa dạng loại khuôn V hoặc U.
- Dao chấn (Punch): Lưỡi dao trên làm từ thép công cụ HSS hoặc carbide, tiếp xúc trực tiếp với vật liệu, có bán kính mũi dao từ 0.5-10mm tùy ứng dụng.
- Hệ thống truyền động: Thủy lực (xi-lanh và bơm) hoặc cơ khí (bánh đà), cung cấp lực ép từ 50-1000 tấn.
- Bộ điều khiển và cảm biến: Màn hình cảm ứng hoặc PLC để cài đặt góc chấn (0-180 độ), lực ép và tốc độ; cảm biến laser đo lường chính xác.
- Back Gauge: Hệ thống định vị tự động với độ chính xác ±0.01mm, hỗ trợ chấn hàng loạt mà không cần đo thủ công.
2.2. Nguyên Lý Hoạt Động
Quy trình hoạt động dựa trên nguyên tắc lực ép biến dạng: Trục chấn hạ xuống, ép dao trên vào khuôn dưới, khiến tấm kim loại uốn theo góc định sẵn. Độ chính xác phụ thuộc vào:
- Lực chấn: Điều chỉnh từ 10-500 tấn dựa trên áp suất thủy lực (thường 100-300 bar).
- Chiều dày và tính chất vật liệu: Tôn carbon cần lực thấp hơn inox do độ đàn hồi khác nhau.
- Góc khuôn và hành trình: Sử dụng công thức V = 6-8 x độ dày tôn để chọn khuôn phù hợp, tránh biến dạng không mong muốn.
Người vận hành cần tính toán lực chấn theo công thức: F = (L x T^2 x S) / (V x K), trong đó F là lực, L là chiều dài chấn, T là độ dày, S là cường độ vật liệu, V là chiều rộng khuôn, K là hệ số an toàn.
2.3. Phân Loại Theo Cơ Chế Vận Hành
- Cơ khí: Truyền lực qua bánh đà và ly hợp, phù hợp chấn mỏng với tốc độ cao nhưng ít linh hoạt.
- Thủy lực: Lực ổn định nhờ van tỷ lệ, dễ kiểm soát hành trình với độ chính xác ±0.1mm.
- CNC: Tự động hóa qua phần mềm, hỗ trợ lập trình đa góc (multi-bend), lý tưởng cho người mới học cách sử dụng máy chấn tôn CNC.

Chuẩn Bị Trước Khi Sử Dụng Máy Chấn Tôn
3. Chuẩn Bị Trước Khi Sử Dụng Máy Chấn Tôn
3.1. Kiểm Tra An Toàn Điện Và Thủy Lực
- Đảm bảo nguồn điện 3 pha 380V ổn định, công suất đủ (10-50kW tùy máy), kiểm tra dây nối và cầu dao.
- Kiểm tra mức dầu thủy lực (ISO VG46 hoặc VG68), van an toàn, và phát hiện rò rỉ qua kiểm tra áp suất hệ thống.
- Thử nghiệm nút dừng khẩn cấp (E-Stop) và cảm biến an toàn để tránh tai nạn.
3.2. Kiểm Tra Dao Chấn Và Khuôn
- Kiểm tra dao không có vết nứt, mẻ cạnh; khuôn phải lắp đúng vị trí với độ song song dưới 0.02mm/m.
- Sử dụng dụng cụ đo để căn chỉnh khoảng cách giữa dao trên và khuôn dưới (air gap 0.1-0.5mm).
- Tra dầu bôi trơn chống mài mòn và siết chặt bu-lông với mô-men xoắn 50-100Nm.
3.3. Chuẩn Bị Vật Liệu Tôn
- Chọn tôn đúng tiêu chuẩn (ví dụ: SS400 cho thép, SUS304 cho inox), đo độ dày bằng micrometer.
- Làm sạch bề mặt bằng dung môi, loại bỏ gỉ sét hoặc dầu mỡ để tránh trượt trong quá trình chấn.
3.4. Cài Đặt Thông Số Ban Đầu
- Thiết lập góc chấn (bend angle), hành trình ram và áp lực ép qua bộ điều khiển.
- Căn chỉnh Back Gauge với vị trí chính xác dựa trên bản vẽ kỹ thuật, sử dụng laser định vị nếu có.
Cách Sử Dụng Máy Chấn Tôn Hiệu Quả Và An Toàn
4. Cách Sử Dụng Máy Chấn Tôn Hiệu Quả Và An Toàn
4.1. Các Bước Vận Hành Cơ Bản
- Bật nguồn máy và khởi động hệ thống thủy lực, chờ áp suất ổn định (5-10 phút).
- Đặt tấm tôn lên bàn đỡ, sử dụng Back Gauge để căn vị trí với độ chính xác ±0.05mm.
- Chạy thử hành trình không tải để kiểm tra chuyển động mượt mà.
- Thực hiện chấn thử trên mẫu nhỏ, đo góc bằng góc kế kỹ thuật số và điều chỉnh thông số nếu cần.
- Khi đạt chuẩn, tiến hành chấn hàng loạt với tốc độ tối ưu (8-15 lần/phút).
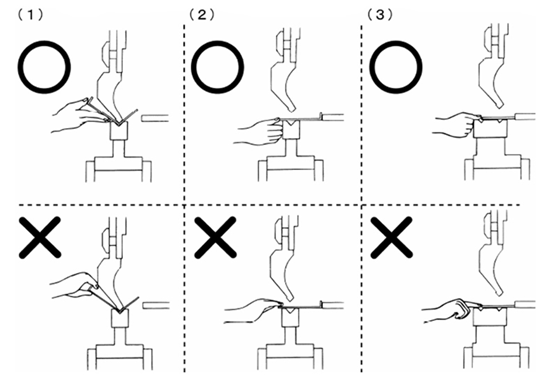
4.2. Kỹ Thuật Chấn Tôn Chính Xác
- Giữ tấm tôn vuông góc với khuôn để tránh lệch mép, sử dụng kẹp định vị nếu cần.
- Bù trừ hiện tượng hồi đàn (springback) bằng cách chấn quá góc 1-3° tùy vật liệu (inox cao hơn thép).
- Phân bổ lực đều cho tôn lớn bằng cách chấn đa điểm, tránh tập trung lực gây nứt.

Model cao cấp máy chấn tôn CNC
4.3. Hướng Dẫn Chấn Các Loại Tôn Khác Nhau
| Loại Tôn | Đặc Điểm | Cách Sử Dụng Máy Chấn Tôn Phù Hợp |
| Tôn mỏng (0.5-3mm) | Dễ cong vênh, biến dạng | Giảm áp lực chấn xuống 20-50 tấn, sử dụng khuôn V nhỏ (4-6x dày), tốc độ chậm để tránh rạn nứt. |
| Tôn dày (5-20mm) | Cần lực lớn, độ cứng cao | Tăng áp suất lên 200-500 tấn, chọn khuôn V lớn (8-12x dày), chấn chậm để kiểm soát nhiệt độ. |
| Inox/Hợp kim | Độ đàn hồi cao, chống ăn mòn | Chấn quá góc 2-4° để bù springback, dùng dao carbide chống mài mòn, tra dầu bôi trơn đặc biệt. |
4.4. An Toàn Khi Vận Hành
- Trang bị đầy đủ PPE: Găng tay chống cắt, kính bảo hộ, giày có mũi thép và mũ bảo hiểm.
- Giữ khoảng cách an toàn (ít nhất 50cm) khỏi khu vực dao chấn, sử dụng rào chắn quang học nếu máy hỗ trợ.
- Dừng máy ngay lập tức nếu phát hiện tiếng ồn lạ, rung động bất thường hoặc mùi cháy khét.

Công thức tính lực an toàn để chấn tôn ra được sản phẩm ưng ý
5. Lỗi Thường Gặp Và Cách Khắc Phục Khi Sử Dụng Máy Chấn Tôn
5.1. Tôn Bị Méo Hoặc Gãy
- Nguyên nhân: Khuôn lệch song song hoặc lực chấn không đều, vật liệu không phù hợp.
- Khắc phục: Căn chỉnh khuôn bằng mức nước laser, giảm áp lực 10-20%, chấn thử lại trên mẫu mới.
5.2. Dao Chấn Bị Mòn Hoặc Nứt
- Nguyên nhân: Vận hành quá tải hoặc vật liệu cứng.
- Khắc phục: Thay dao đúng chủng loại (HRC 55-60), không vượt 80% tải trọng máy, mài sắc định kỳ.
5.3. Hệ Thống Thủy Lực Không Ổn Định
- Nguyên nhân: Dầu bẩn, van hỏng hoặc rò rỉ.
- Khắc phục: Kiểm tra và thay dầu (lọc 10 micron), sửa van áp suất, kiểm tra ống dẫn hàng tuần.
5.4. Xử Lý Sự Cố Nhanh
- Sử dụng nút E-Stop để dừng khẩn cấp, ngắt nguồn điện, kiểm tra từng bộ phận (thủy lực, điện, cơ khí) trước khi khởi động lại. Gọi kỹ thuật nếu cần.

Quy trình bảo trì bảo dưỡng máy chấn tôn đúng kỹ thuật
6. Bảo Dưỡng Và Bảo Trì Máy Chấn Tôn Đúng Kỹ Thuật
6.1. Lịch Bảo Dưỡng
- Hàng ngày: Lau chùi bụi bẩn, kiểm tra mức dầu, vệ sinh cảm biến bằng khí nén.
- Hàng tuần: Tra mỡ vào ray trượt và khớp nối, kiểm tra độ lỏng bu-lông.
- Hàng tháng: Cân chỉnh áp suất thủy lực, đo độ song song dao chấn bằng đồng hồ so.
6.2. Bảo Trì Hệ Thống Thủy Lực
- Giữ dầu sạch bằng cách thay lọc định kỳ, thay dầu mới sau 6-12 tháng (dung tích 50-200 lít tùy máy).
- Kiểm tra van an toàn (pressure relief valve), bơm piston và ống dẫn để tránh mất áp.
6.3. Tra Dầu Và Vệ Sinh
- Sử dụng dầu công nghiệp ISO VG68 cho thủy lực, mỡ lithium cho cơ khí; vệ sinh bằng khăn mềm và dung môi không ăn mòn.
6.4. Tăng Tuổi Thọ Máy
- Tránh chấn quá tải (giữ dưới 90% công suất), vận hành trong môi trường khô ráo (nhiệt độ 10-40°C, độ ẩm dưới 80%).
7. Hướng Dẫn Nâng Cao Và Tối Ưu Năng Suất
7.1. Cài Đặt Thông Số CNC Tự Động
- Sử dụng phần mềm như Delem hoặc Cybelec để lập trình góc chấn, hành trình và chuỗi lệnh tự động; lưu chương trình để tái sử dụng, giảm thời gian setup 70%.
7.2. Kết Hợp Dây Chuyền Cắt – Chấn – Dập
- Tích hợp máy chấn tôn CNC với máy cắt laser fiber và máy dập turret, tạo dòng chảy tự động hóa, tăng năng suất tổng thể 3-4 lần và giảm lỗi con người.
7.3. Mẹo Sử Dụng Hiệu Quả
- Chuẩn bị bộ khuôn theo thứ tự sản phẩm để chuyển đổi nhanh (quick change tooling).
- Sử dụng mẫu thử (test bend) để điều chỉnh trước, tránh lãng phí hàng loạt.
- Hiệu chuẩn cảm biến laser định kỳ (mỗi 3 tháng) để duy trì độ chính xác cao.

Hệ Sinh Thái Giải Pháp Cơ Khí Đồng Bộ: Cắt – Chấn – Hàn – Khắc Laser
8. Dịch Vụ Đào Tạo Và Hỗ Trợ Kỹ Thuật Máy Chấn Tôn Từ DMTec
- Hướng dẫn vận hành tại xưởng: Đào tạo thực hành trực tiếp cho kỹ thuật viên mới, tập trung vào cách sử dụng máy chấn tôn an toàn và hiệu quả.
- Setup hệ thống máy mới: Lắp đặt chuyên nghiệp, cân chỉnh thông số, kiểm tra thử nghiệm để đảm bảo hoạt động mượt mà từ ngày đầu.
- Bảo trì và nâng cấp: Dịch vụ dài hạn bao gồm kiểm tra định kỳ, thay thế linh kiện, nâng cấp phần mềm CNC để máy luôn ổn định, chính xác và bền bỉ theo thời gian.
Kết Luận
Việc nắm vững cách sử dụng máy chấn tôn đúng kỹ thuật không chỉ giúp bạn vận hành an toàn mà còn nâng cao chất lượng sản phẩm, tối ưu hóa chi phí và tăng hiệu quả sản xuất toàn diện. Với hướng dẫn chi tiết trên, dù bạn là người mới hay kỹ thuật viên giàu kinh nghiệm, việc làm chủ máy chấn tôn sẽ trở nên chuyên nghiệp và dễ dàng hơn bao giờ hết. Nếu cần hỗ trợ thêm về cách sử dụng máy chấn tôn hoặc dịch vụ liên quan, hãy liên hệ DMTec để được tư vấn miễn phí. Áp dụng ngay hôm nay để dẫn đầu trong ngành cơ khí năm 2025!
Nhận báo giá CHI TIẾT + catalogue 2025
Website: Dimec.vn
Fanpage: https://www.facebook.com/thietbicokhidm/
TikTok: https://www.tiktok.com/@thietbicokhidmtecc
Youtube: https://www.youtube.com/@thietbicokhidmtec
Hotline: 0399465334
Email: admim@dimec.vn
DMTec – Đối tác vàng Han’s Laser tại Việt Nam từ 2015. Đã bàn giao 950+ máy – 100% khách hàng hài lòng!













