
Quá trình hàn là một quá trình phức tạp trong quá trình chế tạo. Nó phải hoàn hảo, nếu không sản phẩm hoàn thiện sẽ trở nên vô dụng. Tuy nhiên, giống như bất kỳ quá trình nào khác, lỗi hàn khá phổ biến. Lỗi hàn đơn giản là những lỗi hàn có thể xuất hiện bên ngoài hoặc bên trong.
Vâng, có rất nhiều loại khuyết tật hàn, và nguyên nhân gây ra chúng cũng vậy. Nhưng đó là gì? Đừng lo lắng. Chúng tôi sẽ cho bạn biết tất cả các khuyết tật hàn thường gặp, nguyên nhân của chúng và sẽ cố gắng đưa ra các biện pháp khắc phục để giải quyết những khuyết tật này.

Các loại khuyết tật hàn
Về cơ bản, có hai loại khuyết tật hàn dựa trên khả năng nhìn thấy của chúng. Đó là khuyết tật hàn bên ngoài và khuyết tật hàn bên trong.
| Lỗi bên ngoài | Lỗi bên trong |
| Những khuyết tật này thường nằm trên bề mặt kim loại và bạn có thể nhìn thấy chúng bằng mắt thường. | Những khuyết tật này hiện diện bên trong kim loại sau khi hàn và bạn không thể nhìn thấy chúng bằng mắt thường. |
| Những lỗi này được xác định bằng mắt thường hoặc thông qua các kỹ thuật kiểm tra hàn không phá hủy, như kiểm tra bằng hạt từ. | Bạn cần phải kiểm tra kỹ lưỡng thông qua các thử nghiệm hàn phá hủy và không phá hủy khác nhau, như thử nghiệm chụp X-quang. |
| Ví dụ: Cắt xén, nứt, xốp, chồng chéo và nhiều ví dụ khác | Ví dụ: Sự hợp nhất và xuyên thấu không hoàn chỉnh, tạp chất xỉ |
Danh sách lỗi hàn: 14 lỗi hàn phổ biến
Có nhiều lỗi hàn hơn bạn nghĩ. Chúng tôi đã giải thích 14 lỗi hàn thường gặp, nguyên nhân và cách khắc phục.
1. Độ xốp

Độ xốp
Khi không khí hoặc bong bóng khí bị kẹt trong mối hàn, hiện tượng này được gọi là lỗ xốp, hay còn gọi là mối hàn lỗ sâu.
Các khí bị giữ lại thường là carbon dioxide, hơi nước và hydro. Nhìn vào mối hàn xốp, bạn sẽ cảm thấy như nó là một miếng bọt biển chứa đầy bọt khí.
Những vết nứt này có thể xuất hiện ở một vùng hàn nhỏ hoặc lan rộng trên toàn bộ mối hàn. Bong bóng khí bị giữ lại bên trong khiến bề mặt mối hàn dễ bị hư hỏng và ăn mòn.
Nguyên nhân gây ra tình trạng xốp:
- Điện cực rất nóng
- Điện cực có độ ẩm nhiều hơn mức cần thiết
Biện pháp khắc phục:
- Bạn cần giữ điện cực khô và ấm để giảm thiểu tình trạng xốp.
- Giữ mức hiện tại ở mức thấp.
- Hàn lại hoặc mài mối hàn có độ xốp.
- Sử dụng điện cực thích hợp như thép cacbon trung bình và hợp kim có điện cực chứa ít hydro.
2. Sự thâm nhập quá mức
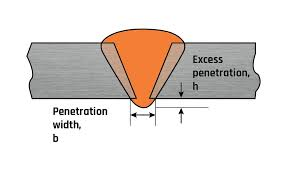
Sự thâm nhập quá mức
Độ xuyên thấu quá mức có nghĩa là kim loại hàn bị kéo dài ra khỏi gốc mối hàn với lượng lớn. Điều này gây ra hiện tượng phồng tại điểm đó và có thể gây ra ăn mòn và xói mòn nghiêm trọng.
Nguyên nhân gây thâm nhập quá mức:
- Sử dụng điện cực không đúng cách
- Khi hồ hàn quá nóng.
- Loại và kích thước của điện cực hoạt động không chính xác.
- Khoảng cách rễ lớn.
Biện pháp khắc phục:
- Giống như độ xốp, hãy sử dụng dòng điện tối thiểu.
- Chọn đúng kích thước và loại điện cực.
- Khoảng cách giữa rễ cây không nên lớn.
3. Cắt ngắn
Cắt giảm
Hiện tượng cắt lõm xảy ra khi một rãnh được hình thành ở phần đế kim loại hàn và lan dọc theo đường hàn. T
Có thể có hai nguyên nhân gây ra hiện tượng undercut. Nguyên nhân thứ nhất là do dòng điện quá lớn khiến đầu mối hàn nóng chảy và chảy vào mối hàn. Nguyên nhân thứ hai là do thiếu kim loại hàn. Điều này làm giảm diện tích tiết diện và tạo ra các rãnh và vết khía. Điều này, ngược lại, làm tăng ứng suất dưới tác dụng mỏi.
Đây thường là lỗi của người mới bắt đầu hàn, do thợ hàn thiếu kinh nghiệm hoặc khi thực hiện nhiều mối hàn ở mặt hàn. Có ba loại undercut : undercut liên tiếp, undercut liên tục và undercut trung gian.
Nguyên nhân gây ra hiện tượng cắt xén:
- Sử dụng dòng điện quá mức gây ra hiện tượng quá nhiệt cho kim loại gốc.
- Các điện cực được giữ ở các góc trong thời gian ngắn hơn trong quá trình dệt.
- Đường tâm hàn bị dịch chuyển.
Biện pháp khắc phục:
- Tốc độ hàn phải được giữ ở mức thấp.
- Sử dụng dòng điện thấp trong suốt quá trình hàn.
- Làm sạch hoàn toàn tấm trước khi hàn.
- Cho thời gian thích hợp để thấm vào các cạnh.
4.Sự bao gồm xỉ
Bao gồm xỉ
Trong quá trình hàn, khi một số hạt phi kim loại bị kẹt trong mối hàn, nó sẽ tạo thành một khuyết tật hàn gọi là tạp xỉ. Các hạt phi kim loại này cứng lại và tạo thành một lớp bên ngoài trên mối hàn. Loại khuyết tật hàn này thường xảy ra trong hàn SMAW, hàn lõi thuốc và hàn SAW.
Nguyên nhân gây ra sự tích tụ xỉ:
- Khi dệt quá mức.
- Dòng điện sử dụng và nhiệt lượng đầu vào rất thấp.
- Hồ hàn không đủ nóng như cần thiết.
Biện pháp khắc phục:
- Hàn lại hoặc mài mối hàn để khắc phục sự cố.
- Làm sạch các tấm và chuẩn bị chúng thật kỹ để xỉ chảy trơn tru mà không bị cản trở.
- Tăng lượng dòng điện.
5.Thiếu sự thâm nhập
Thiếu sự thâm nhập
Độ ngấu không hoàn toàn hoặc thiếu độ ngấu là khi kim loại hàn không được kết dính chính xác vào mối nối kim loại nền. Có nhiều nguyên nhân khác nhau gây ra tình trạng thiếu độ ngấu.
Nguyên nhân gây ra tình trạng thiếu thâm nhập:
- Dòng điện yếu.
- Tốc độ di chuyển hàn cao.
- Làm nóng ở nhiệt độ thấp.
- Việc chuẩn bị cạnh chưa hoàn tất.
Biện pháp khắc phục:
- Sử dụng dòng điện cao hơn.
- Cẩn thận chuẩn bị các cạnh để đạt được độ dày thích hợp.
- Giữ tốc độ hàn ổn định, không quá nhanh.
6.Các vết nứt
Đây là một trong những khuyết tật hàn ngoài nguy hiểm nhất, có khả năng phát triển lớn hơn và lan rộng trên toàn bộ chiều dài bề mặt kim loại. Hiện tượng này còn được gọi là rách lớp. Chúng rất phổ biến trong mối hàn chữ T và mối hàn giáp mép. Bạn có thể thấy hai loại vết nứt hàn: vết nứt ngang theo chiều rộng và vết nứt dọc theo đường hàn song song với mép hàn.
Ngoài ra, còn có hai dạng nứt hoặc rách lớp. Khi nhiệt độ hàn đạt 10K°C, các vết nứt nóng sẽ xuất hiện và mối hàn sẽ kết tinh.
Điều này có thể xảy ra do sử dụng vật liệu độn không phù hợp hoặc do quá trình gia nhiệt và làm nguội đột ngột trong quá trình hàn laser. Khi mối hàn hoàn tất và vật liệu nguội đi, các vết nứt lạnh sẽ xuất hiện. Những vết nứt này có thể mất hàng giờ, thậm chí hàng ngày mới xuất hiện.
Nguyên nhân gây nứt:
- Độ bền của mối nối cao.
- Bạn đã chọn kỹ thuật hàn không đúng.
- Tốc độ làm mát cao.
- Điện cực được sử dụng không đúng.
Biện pháp khắc phục:
- Hãy thử chuyển động đan xen.
- Sử dụng các trình tự khác nhau trong quá trình hàn.
- Chọn điện cực dựa trên kim loại cơ bản.
- Việc làm nguội phần hàn phải được thực hiện dần dần.
7.Bắn tung tóe
Khi các hạt kim loại nhỏ li ti lan ra khắp kim loại gốc trong quá trình hàn, khuyết tật này được gọi là bắn tóe. Những hạt kim loại nhỏ này thoát ra từ hồ quang hàn.
Đây là một trong những khuyết tật hàn thường gặp trong hàn hồ quang, hàn khí, hàn MIG và hàn đính. Bạn cũng có thể thấy khuyết tật này ở các mối hàn.
Nguyên nhân gây bắn tóe:
- Dòng điện rất mạnh.
- Sử dụng cung dài hơn.
- Điện cực ướt.
Biện pháp khắc phục:
- Sử dụng cường độ dòng điện thấp.
- Tạo ra một vòng cung nhẹ.
- Đảm bảo điện cực khô.
8.Thiếu sự hợp nhất
Sự chồng chéo hoặc thiếu liên kết khi mối hàn không gắn kết giữa kim loại nền và kim loại hàn phụ. Hiện tượng này xảy ra khi kim loại hàn phụ, thay vì kết nối và hàn phụ, lại bắt đầu chảy tràn qua kim loại nền.
Nguyên nhân gây ra tình trạng thiếu hợp nhất:
- Các đĩa không sạch.
- Thông lượng không đúng cách.
- Nhiệt độ rất thấp.
Biện pháp khắc phục:
- Bạn phải vệ sinh tấm kim loại trước khi hàn.
- Chọn kỹ thuật hàn tốt nhất và đảm bảo mọi thông số hàn đều phù hợp.
9. Độ lõm hoặc độ lồi
Đây là những khuyết tật hàn mà mối hàn tạo thành một mặt từ chân mối hàn và tạo thành một cấu trúc dạng vòm. Đường cong của mối hàn hướng vào trong nếu nó lõm. Trong khi đó, đường cong của mặt mối hàn hướng ra ngoài nếu nó lồi.
Nguyên nhân gây ra độ lõm và độ lồi:
- Tốc độ hàn không được duy trì.
- Nguồn cung hiện tại không đủ.
Biện pháp khắc phục:
- Mài hoặc trộn mối hàn bị lỗi để cải thiện lỗi.
10.Sự không thẳng hàng
Khi hai tấm kim loại hoặc ống hàn không thẳng hàng, loại khuyết tật hàn này được gọi là lệch trục. Mối hàn không thẳng hàng có thể nhìn thấy bằng mắt thường, khiến bề mặt mối hàn không bằng phẳng.
Nguyên nhân gây ra sự sai lệch:
- Việc hàn không đúng cách.
- Độ dày của các tấm không giống nhau.
Biện pháp khắc phục:
- Chọn các tấm có cùng độ dày để tránh bị lệch.
- Để có vẻ ngoài đẹp hơn, hãy mài và hàn lại bề mặt không thẳng hàng.
11.Thiệt hại cơ học
Nếu xuất hiện vết lõm trên kim loại nền, thường là do hư hỏng cơ học. Điều này chủ yếu xảy ra khi kỹ thuật, vật liệu và dụng cụ bạn sử dụng không phù hợp.
Nguyên nhân gây hư hỏng cơ học:
- Giá đỡ điện cực bị sử dụng không đúng cách.
- Máy xay không được sử dụng đúng cách.
- Dùng quá nhiều lực.
- Hồ quang không bám vào kim loại.
Biện pháp khắc phục:
- Kiểm tra lại xem giá đỡ điện cực đã được kiểm soát tốt chưa.
- Tránh đóng búa mạnh và không đóng búa nếu không cần thiết.
- Sử dụng dụng cụ hàn một cách cẩn thận.
12. Đổ đầy thiếu
Đường hàn thiếu là đường hàn không đầy xuất hiện trên kim loại nền khi kim loại hàn không lấp đầy đúng cách. Đây là một trong những khuyết tật hàn ngoài phổ biến và có thể dễ dàng nhận biết bằng mắt thường.
Nguyên nhân gây ra tình trạng thiếu hụt:
- Tốc độ hàn nhanh.
- Lượng nhiệt đầu vào khá cao.
- Kỹ thuật hàn không phù hợp.
Biện pháp khắc phục:
- Bạn nên sử dụng thước đo mối hàn để kiểm tra chiều cao của mối hàn theo thời gian.
- Hàn lại phần bị cắt.
13. Cháy xuyên
Các loại khuyết tật hàn xảy ra khi chịu ứng suất và nhiệt độ cao, mối hàn sẽ nổ tung ở giữa và kim loại cơ bản sẽ tan chảy, tạo thành một lỗ thủng.
Còn được gọi là hiện tượng nóng chảy, lỗi hàn này có thể nhìn thấy được và có thể được chính thợ hàn kiểm tra. Cháy xuyên xảy ra ở các tấm kim loại có độ dày dưới ¼ inch.
Nguyên nhân gây cháy:
- Mỏ hàn di chuyển quá chậm.
- Các mảnh kim loại cần hàn có khoảng cách rất lớn giữa chúng.
- Lượng nhiệt đầu vào cao.
Biện pháp khắc phục:
- Tránh cài đặt dòng điện quá cao.
- Giữ các mảnh kim loại cạnh nhau mà không có quá nhiều khoảng trống.
14. Củng cố quá mức
Nó hoàn toàn ngược lại với hàn đắp dưới. Khi vật liệu hàn được đắp quá nhiều, nó sẽ gây ra tình trạng đắp quá mức hoặc gia cố quá mức.
Nguyên nhân của việc củng cố quá mức:
- Khớp nối không khớp.
- Dòng điện quá lớn.
- Quá trình hàn được thực hiện ở tốc độ rất chậm.
Biện pháp khắc phục:
- Nghiền phần nhân thừa.
- Sử dụng khớp nối phù hợp.
Phần kết luận
Vậy là bạn đã hiểu rồi đấy. Chúng tôi đã giải thích 14 lỗi hàn thường gặp, nguyên nhân và cách khắc phục để bạn có thể xử lý và giảm thiểu chúng trong các dự án hàn sắp tới của mình.
Bạn cần có tay nghề cao và kinh nghiệm để giảm thiểu rủi ro lỗi. Trong trường hợp lỗi xảy ra, hãy tìm hiểu cách khắc phục. Tuy nhiên, ngay cả trước khi khắc phục, bạn cũng cần kiểm tra chất lượng hàn thông qua bất kỳ thử nghiệm phá hủy và không phá hủy nào.
Hàn là một quá trình phức tạp và cần phải được thực hiện một cách an toàn và hoàn hảo. Vì vậy, hãy đảm bảo bạn cung cấp các chi tiết hàn chất lượng cao có thể sử dụng trong quá trình chế tạo tiếp theo mà không có bất kỳ lỗi hàn nào.
THÔNG TIN LIÊN HỆ CỦA CHÚNG TÔI:
CÔNG TY CỔ PHẦN DIMEC

Đường dây nóng: 0966.92.0404
Facebook: Máy hàn cắt Dimec
Trang web: dimec.vn
Địa chỉ Trụ sở chính: Số 285 Phúc Lợi, P. Phúc Lợi, Q.Long Biên, TP.Hà Nội
CN Đà Nẵng: Số 20, đường Nguyễn Sinh Sắc, P. Hoà Minh, Q. Liên Chiểu, TP. Đà Nẵng
CN Hồ Chí Minh: Số 84 Đường 10, KĐT Vạn Phúc, P. Hiệp Bình Phước, TP. Thủ Đức, TP. Hồ Chí Minh
Quý khách hàng quan tâm sản phẩm vui lòng xem thêm thông tin chi tiết Tại đây.













